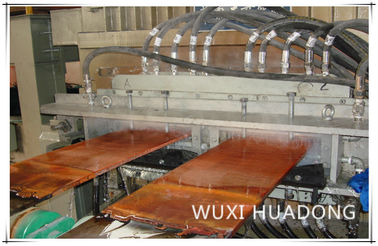
Mesin Pengecoran Kontinu Up Ward adalah teknologi baru untuk menghasilkan batang, tabung, dan billet tembaga bebas oksigen dengan panjang yang basah. Produksi batang dan profil tembaga bebas oksigen dan ditampilkan dengan konduktivitas tinggi dan kandungan oksigen rendah. Bandingkan dengan beberapa teknologi tradisional. Metode baru ini lebih rendah dalam investasi modal, mudah dioperasikan, dan ekonomis dalam produksi. kualitas pelayanan yang tinggi dalam produksi, fleksibel dalam mengubah ukuran produksi tanpa polusi terhadap lingkungan.
Katoda tembaga (panel) → tungku induksi (pelelehan tembaga → reduksi → penahan tembaga cair) → mekanisme pengecoran batang cor (tembaga mengkristal dan menjadi padat) → Pengambilan → Produksi penjualan atau untuk proses lebih lanjut.
| 1 | Tungku peleburan: | |
| 1.1 | Total kapasitas tungku | 5.0T |
| 1.2 | Kapasitas efektif tungku | 2,5T |
| 1.3 | Tegangan tungku | 380V |
| 1.4 | Kekuatan tungku | 600KW |
| 1.5 | Tingkat leleh | 2t/jam |
| 1.6 | Faktor daya setelah kompensasi: | 0,95-1,0 |
| 1.7 | Jumlah fase dan mode koneksi induktor: | Sambungan seri satu fasa |
| 1.8 | Nilai kapasitas transformator: | Autotransformer berpendingin air 900KVA (saluran masuk 380V, tiga fase, |
| 1.9 | mode pendinginan koil: | Pendinginan air |
| 1.10 | Konsumsi air pendingin: | 5m3/H |
| 1.11 | Suhu maksimum tungku: | 1500℃ |
| 2 | Memegang bagian tungku | |
| 2.1 | Kapasitas efektif tungku: | 4.0T |
| 2.2 | Kapasitas pengecoran efektif: | Kurang dari 85dB |
| 2.3 | Tegangan terukur: | 380V |
| 2.4 | Nilai daya: | 250KW |
| 2.5 | Nilai kapasitas transformator: |
Autotransformator berpendingin air 400KVA (Saluran masuk 380V, tiga fase, pengatur tegangan bertahap tanpa beban). |
| 2.6 | Faktor daya setelah kompensasi: | 0,95-1,0 |
| 2.7 | Presisi kontrol suhu: | ±8℃ |
| 2.8 | Suhu maksimum tungku: | 1300℃ |
| 2.9 | Mode pendinginan koil: |
Pendinginan air |
| 3 | Cetakan | |
| 3.1 | lebar | 330- 500mm |
| 3.2 | ketebalan | 16-20mm. |
| 3.3 | Bahan | Baja tahan karat 1Cr18Ni9Ti, dilapisi dengan semak tembaga (terbuat dari tembaga T2) |
| 4 | Perangkat pendingin sekunder | |
| 4.1 | Konsumsi air: | 3m³/h |
| 4.2 | Tekanan air: | 0,2-0,3Mpa |
| 5 | Mesin penarikan | |
| 5.1 | Gaya dorong dan tarik maksimum: | 50KN |
| 5.2 | Kecepatan: | Kecepatan: |
| 5.3 | Kisaran pukulan minimum: |
0,1 mm |
| 5.4 | Waktu siaga terpendek | 0,01 detik |
| 5.5 | Motor servo AC: | Motor Sieen (11KW) |
| 5.6 | Nilai kecepatan putaran motor: | 3000r/menit |
| 5.7 | Torsi statis: | △Tw= 60K Bulan (pada 60) 70N-M |
| 6 |
Mesin geser atas hidrolik billet ganda:
|
|
| 6.1 | Kekuatan geser: | 600KN |
| 6.2 | ketebalan geser: | 20mm |
| 6.3 | Lebar geser: | 500mm |
| 6.4 | Kecepatan geser: |
0- 5 mm/detik |
| 6.5 | Pukulan geser: | 80mm |
| 6.6 | Pukulan lanjutan maksimum dari mesin geser: | 200mm |
| 7 | Unit mesin koil | |
| 7.1 | Kekuatan: | 5.5KW |
| 7.2 | Kecepatan rotasi: | 1420r/menit |
| 7.3 | Langkah perpindahan koil: | 800mm |
| 8 | Stasiun hidrolik | |
| 8.1 |
Tenaga motor stasiun hidrolik untuk tungku peleburan dan tungku penahan:
|
2*7.5KW |
| 8.2 | Tenaga motor stasiun hidrolik untuk mesin penarikan: | 2*7.5KW |
| 8.3 | Tenaga motor pompa hidrolik untuk mesin geser atas: |
2*11KW
|
| 8.4 | Tenaga motor pompa hidrolik untuk coiler: | 2*7.5KW |
Pembebanan (Pengembalian harus dibaled) → Tungku peleburan → Analisis kimia → Pemanasan mesin cuci yang tersegel → Pengkristal → Pendinginan primer → Pendinginan sekunder → Mesin penarikan → Mesin geser →Coiler
Pilih bahan baku sesuai dengan dokumen proses, tentukan prosedur pengumpanan sesuai dengan titik leleh unsur logam, proporsi beban tungku, dan kesulitan kehilangan pembakaran oksidasi, dan masukkan bahan mentah ke dalam tungku peleburan; Saat peleburan, tambahkan bahan penutup dengan ketebalan tertentu ke dalam tungku, yang harus ditambahkan tepat waktu; Ketika tembaga cair di dalam tungku mencapai suhu sadap, uji laboratorium komposisi tembaga cair di dalam tungku; Sebelum mengetuk, bersihkan seluruh klinker dalam tembaga cair; Setelah penyadapan setiap tungku, simpan sekitar 800 kg tembaga cair di dalam tungku, sebagai bahan permulaan. Pindahkan tembaga cair (cair dan diatur dengan baik di ruang peleburan) melalui pencucian tertutup ke dalam tungku penampung, kendalikan suhu tembaga cair, simpan tembaga cair di dalam tungku penampung pada suhu pengecoran dan pada kisaran level tertentu. Di bawah pengaruh level, tembaga cair mengalir ke dalam crystallizer, dan dikristalisasi menjadi billet tembaga tipe pelat melalui pendinginan primer dengan crystallizer. Di bawah gambar kontinu dengan mesin penarikan, pelat billet dengan bentuk yang diperlukan terbentuk. Sistem pendingin sekunder dipasang di outlet pelat billet, dan laju aliran air pendingin dapat disesuaikan. Tujuan utama penerapan langkah-langkah pengendalian ini adalah untuk memastikan suhu kristalisasi serta stabilisasi parameter proses, sehingga dapat menjamin kualitas produk. Penarikan strip billet dilakukan melalui dragger, dan waktu penarikan, penghentian dan dorongan mundur oleh dragger dapat disesuaikan secara terus menerus. Parameter kontrol optimal harus ditentukan dan disesuaikan tepat waktu berdasarkan bahan yang berbeda, spesifikasi berbeda, dan kondisi kualitas permukaan. Penarikan dikendalikan oleh program PLC, mewujudkan tindakan siklus penarikan, penghentian, dan dorongan mundur.
![]()
![]()
![]()
| TIDAK. | Nama Peralatan | Satuan | JUMLAH |
| 1 | Tungku peleburan induksi frekuensi jalur (termasuk alur peleburan dan bahan bangunan pelapis) | mengatur | 1 |
| 2 | Inti besi, jaket air dan koil tungku peleburan | mengatur | 1 |
| 3 | Tundish | mengatur | 1 |
| 4 | Tungku penahan induksi frekuensi saluran (termasuk alur peleburan dan bahan bangunan pelapis) | mengatur | 1 |
| 5 | Inti besi, jaket air dan kumparan tungku penahan | mengatur | 1 |
| 6 | cetakan untuk lapisan bangunan | mengatur | 1 |
| 7 | alat kristalisasi | mengatur | 2 |
| 8 | cetakan grafit | mengatur | 1 |
| 9 | Menyegel cetakan baja crystallizer | mengatur | 1 |
| 10 | Batang tiruan (terbuat dari baja tahan karat) | mengatur | 1 |
| 11 | Piring boneka | mengatur | 1 |
| 12 | Perangkat distribusi air pendingin untuk crystallizer | mengatur | 1 |
| 13 | Perangkat pendingin sekunder | mengatur | 1 |
| 14 | Mesin penarikan | mengatur | 1 |
| 15 | Mesin geser tindak lanjut hidrolik | mengatur | 1 |
| 16 | Penggulung tanpa biji | mengatur | 2 |
| 17 | Kabel berpendingin air untuk tungku peleburan | mengatur | 1 |
| 18 | Sistem hidrolik | Set lengkap | 1 |
| 19 | Sistem kendali kelistrikan | Set lengkap | 1 |
| 20 | Trafo pengatur (tanpa beban, berundak) untuk tungku peleburan | mengatur | 1 |
| 21 | Trafo pengatur (tanpa beban, berundak) untuk memegang tungku | mengatur | 1 |
| 22 | Perangkat perlindungan gas | mengatur | 1 |
| 23 | Termometer suhu permukaan | mengatur | 1 |
| 24 | Alat khusus untuk unit mesin |
![]()
![]()