PROSES:
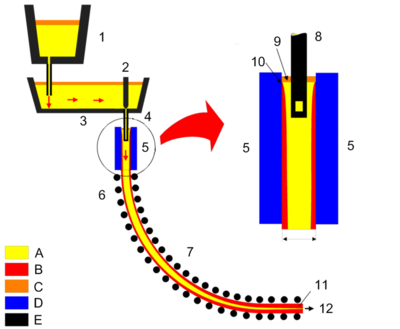
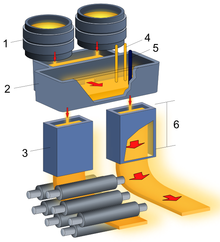
Logam cair disadap ke sendok dari tungku. Setelah menjalani perawatan sendok, seperti paduan dan degassing, dan tiba pada suhu yang benar, sendok tersebut diangkut ke bagian atas mesin casting. Biasanya sendok duduk di slot pada menara berputar di mesin casting. Satu sendok berada di posisi 'on-cast' (mengumpankan mesin casting) sementara yang lain siap di posisi 'off-cast', dan beralih ke posisi casting ketika sendok pertama kosong.
Dari sendok, logam panas ditransfer melalui kain tahan api (pipa) ke bak penampung yang disebut tundish . Para tundish memungkinkan reservoir logam untuk memberi makan mesin casting sementara ladle diaktifkan, sehingga bertindak sebagai penyangga logam panas, serta memperlancar aliran, mengatur umpan logam ke cetakan dan membersihkan logam (lihat di bawah).
Logam dikeringkan dari tundish melalui kain kafan lain ke atas cetakan tembaga basis terbuka. Kedalaman cetakan dapat berkisar dari 0,5 hingga 2 meter (20 hingga 79 in), tergantung pada kecepatan casting dan ukuran bagian. Cetakan didinginkan dengan air untuk memadatkan logam panas langsung bersentuhan dengan itu; ini adalah proses pendinginan utama . Ini juga berosilasi secara vertikal (atau di jalur melengkung dekat vertikal) untuk mencegah logam menempel pada dinding cetakan. Pelumas juga dapat ditambahkan ke logam dalam cetakan untuk mencegah lengket, dan untuk menjebak partikel terak — termasuk partikel atau skala oksida — yang mungkin ada dalam logam dan membawanya ke bagian atas kolam untuk membentuk lapisan mengambang dari terak. Seringkali, kain kafan diatur sehingga logam panas keluar di bawah permukaan lapisan terak dalam cetakan dan dengan demikian disebut nozzle masuk terendam (SEN). Dalam beberapa kasus, kain kafan mungkin tidak digunakan antara tundish dan mould; dalam hal ini, nozel meteran yang dapat dipertukarkan di dasar tundish mengarahkan logam ke dalam cetakan. Beberapa tata letak pengecoran kontinyu memberi makan beberapa cetakan dari tundish yang sama.
Dalam cetakan, cangkang tipis logam di sebelah dinding cetakan mengeras sebelum bagian tengah, sekarang disebut untai, keluar dari dasar cetakan ke dalam ruang semprot. Sebagian besar logam di dalam dinding untai masih cair. Untai segera didukung oleh rol yang didinginkan dengan jarak air yang mendukung dinding untaian terhadap tekanan ferrostatik (bandingkan tekanan hidrostatik ) dari cairan yang masih membeku di dalam untaian. Untuk meningkatkan laju pemadatan, untaian disemprot dengan sejumlah besar air saat melewati ruang semprot; ini adalah proses pendinginan sekunder . Pembekuan akhir untai dapat terjadi setelah untai keluar dari ruang semprot.
Di sinilah desain mesin pengecoran kontinyu dapat bervariasi. Ini menggambarkan mesin casting 'curved apron'; konfigurasi vertikal juga digunakan. Dalam mesin apron melengkung, untai keluar dari cetakan secara vertikal (atau pada jalur melengkung dekat vertikal) dan saat bergerak melalui ruang semprot, rol secara bertahap melengkung untai ke arah horizontal. Dalam mesin casting vertikal, untai tetap vertikal saat melewati ruang semprot. Cetakan dalam mesin apron melengkung bisa lurus atau melengkung, tergantung pada desain dasar mesin.
Dalam mesin casting horizontal yang sebenarnya, sumbu cetakan horisontal dan aliran baja horisontal dari cairan ke shell tipis menjadi padat (tidak ada tekukan). Dalam jenis mesin ini, baik osilasi untai atau cetakan digunakan untuk mencegah menempel pada cetakan.
Setelah keluar dari ruang semprot, untaian melewati gulungan meluruskan (jika dilemparkan pada selain mesin vertikal) dan menarik gulungan. Mungkin ada dudukan rolling panas setelah penarikan untuk mengambil keuntungan dari kondisi panas logam untuk membentuk untai akhir. Akhirnya, untaian dipotong menjadi panjang yang telah ditentukan oleh gunting mekanis atau dengan perjalanan obor oksiasetilen, ditandai untuk identifikasi, dan dibawa ke tumpukan persediaan atau ke proses pembentukan berikutnya.
Dalam banyak kasus untai dapat berlanjut melalui rol tambahan dan mekanisme lain yang dapat meratakan, menggulung atau mengekstrusi logam ke dalam bentuk akhirnya.
Pengenalan perusahaan
Wuxi East China Furnace Co, Ltd adalah produsen mesin metalurgi profesional yang terintegrasi, mampu menyediakan Peralatan Desain, Pembuatan, Instalasi, dan Commissioning. Pabrik kami kompeten untuk memproduksi semua jenis mesin casting kontinu dengan radius dari 3 meter hingga 13 meter, seperti billet bulat, billet persegi, dan lempengan.




Wuxi Cina Timur Tungku Co, Ltd
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn